Next Generation Barrier Technologies for Rigid Packaging
Symposium

As highly resilient lightweight materials, fibre-reinforced plastics (FRP) are among the key materials for climate protection and sustainability. They enable considerable savings in energy, materials and emissions in various applications and industries. By now, the use of FRP is no longer limited to small series with many variants or individual pieces. With today‘s production processes, short cycle times in the range of minutes and thus large series can be cost-efficiently realised.
In numerous research projects, the IKV develops solutions to improve material design and increase time and cost efficiency in the production of plastic and hybrid components. In this context, it can draw on its own extensive research and combine the advantages of different materials and process technologies in a targeted manner. In this way, innovative solutions are developed time and again that significantly reduce the ecological impact of production, use and recycling at the end of the component’s life of lightweight materials and that are economical at the same time. The numerous challenges of these material classes range from the selection and characterisation of materials to the design of components, precise process modelling, enabling of new materials for established manufacturing processes and material and component testing. In addition to the technical aspects, the focus of research at the IKV is always on the suitability for large-scale production and economic efficiency as well as the sustainability of the processing methods.

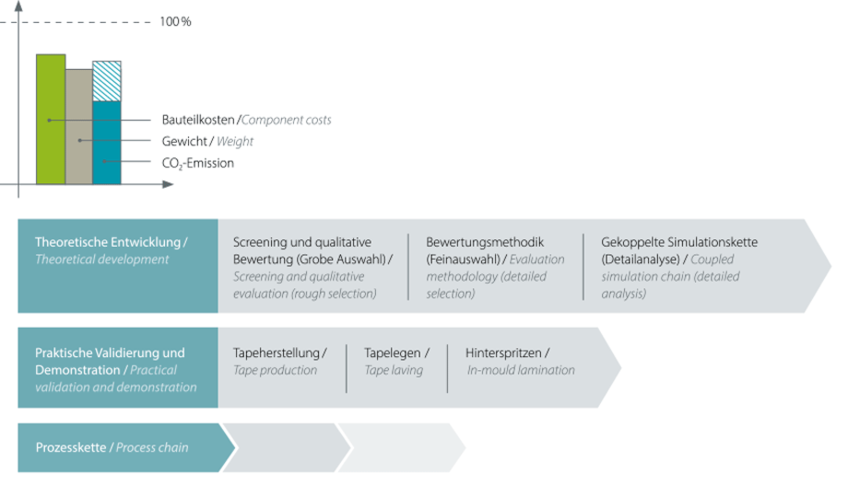
The T3-Hub pursues the aim of substituting or reducing greenhouse gas-intensive plastics in the injection moulding process by the integration of bionic fibre reinforcements of UD tapes. Targeted incorporation of small quantities of tape along the main load paths in an injection moulded component allows for a reduction of wall thickness in the product. Depending on the particular application, it is also possible to use a lower-performing but more climate-friendly base polymer. Since only a small quantity of tape has to be integrated into the component, the potential for savings in terms of plastics consumption and component weight is considerable.
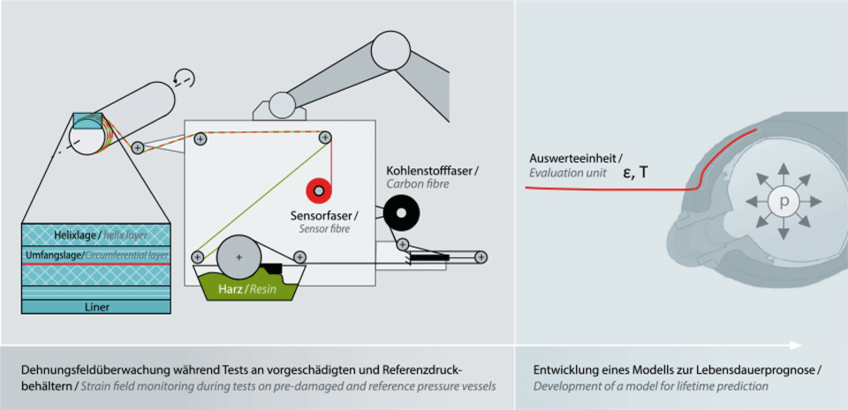
As part of the BMBF-funded project, a methodology for instrumenting Type IV pressure vessels with sensor fibres for strain field monitoring is being developed. The sensor technology is permanently embedded in the vessel and allows its structural integrity to be checked in the installed state, which significantly reduces maintenance costs and downtime. Knowing the local strains at different positions of the pressure vessel within the laminate provides information on the material behaviour in different loading scenarios and thus a significant added value for the vessel design. Another project objective is the development of a model for estimating the residual bursting pressure and the remaining service life of pressure vessels after their typical period of use of 15 years based on sensor signal, from which options for the further use of the vessels can be derived.
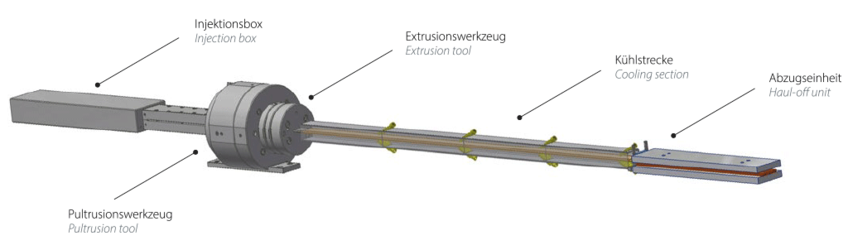
The overall objective of this joint project is the development of a recyclable hybrid composite profile system for the production of large-format windows and doors with optimised mechanical and thermal properties and the capability of complete material recycling. Within the BMBF-funded research project, the IKV is investigating the implementation of the coextrusion process for coating an in-situ pultrudate (PulEx). The profiles obtained in this way are to replace plastic-metal composites often used in window construction that are difficult to recycle.